Permanent magnet grades are one of the most misunderstood specifications in motor engineering. In permanent magnet synchronous motor (PMSM) design, a persistent misconception leads engineers and procurement teams to default to the highest available grade — assuming that N52 must outperform N35 in every scenario because the number is larger.
This assumption is technically incorrect. And in demanding applications such as EV traction motors, high-speed spindles, and industrial servo drives, acting on it can cause irreversible demagnetization, torque collapse, and field failures that no amount of post-production correction can fix.
This article from HJ Magnets — a sintered NdFeB manufacturer with over 15 years of application engineering experience — decodes the NdFeB grading system, explains the critical interaction between magnetic parameters, and provides a structured framework for selecting the right permanent magnet grade for your specific motor application.
Part 1: Decoding the NdFeB Grade System
The Three Core Magnetic Parameters
Every NdFeB permanent magnet grade is defined by three interdependent performance parameters. Understanding their interaction — not just their individual values — is the foundation of correct grade selection.
Remanence (Br) — Magnetic Output Potential
Remanence is the residual magnetic flux density a magnet retains after the external magnetizing field is removed, measured in Tesla (T) or kiloGauss (kG). For a given magnet volume, higher Br means greater potential torque output and stronger air-gap flux density in a motor.
Key insight: Br is a room-temperature parameter. It tells you the magnet’s peak output under ideal conditions — not under operating conditions.
Coercivity (Hcj) — Demagnetization Resistance
Coercivity is the intensity of the opposing magnetic field required to reduce the magnet’s magnetization to zero, measured in kA/m or kOe. In motor applications, coercivity determines the magnet’s ability to survive:
- Elevated operating temperatures (rotor heat from eddy currents and winding losses)
- Armature reaction fields during high-current events (overload, short circuit, field-weakening operation)
- Long-term cyclic thermal stress
Key insight: Hcj degrades with temperature. Every 1°C rise in magnet temperature reduces Hcj — and once the operating point crosses the “knee point” of the demagnetization curve, irreversible flux loss occurs.
Maximum Energy Product (BHmax) — Grade Number Basis
BHmax represents the maximum magnetic energy density the material can store, measured in MGOe (Mega-Gauss-Oersted) or kJ/m³. This is the value behind the grade number — N35 means a BHmax of approximately 35 MGOe; N52 means approximately 52 MGOe.
Higher BHmax allows a stronger magnetic field from the same magnet volume — enabling more compact motor designs at equivalent flux output.
Key insight: BHmax is a material property measured at room temperature under optimal conditions. It does not predict how the magnet performs at 120°C, 150°C, or under armature reaction fields.
How NdFeB Grades Are Named
The NdFeB grade designation follows a systematic logic that encodes both magnetic energy product and temperature/coercivity class:
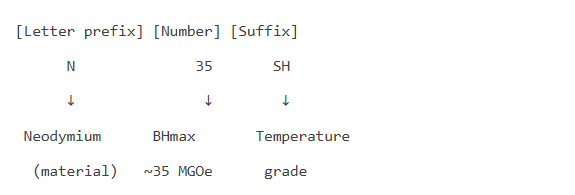
Prefix:
- N — Standard sintered NdFeB (most common)
- No prefix (e.g., 40SH) — denotes specific alloy composition variants
Number (BHmax range):
| Grade Number | BHmax Range (MGOe) | Typical Br (kGs) |
|---|---|---|
| 35 | 33–36 | 11.7–12.1 |
| 38 | 36–39 | 12.1–12.5 |
| 42 | 40–43 | 12.8–13.2 |
| 45 | 43–46 | 13.2–13.8 |
| 48 | 46–49 | 13.6–14.0 |
| 50 | 48–51 | 13.8–14.5 |
| 52 | 50–53 | 14.2–14.8 |
Suffix (temperature/coercivity class):
| Suffix | Coercivity Class | Max Operating Temp | Typical Hcj |
|---|---|---|---|
| (none) N | Standard | 80°C | ≥955 kA/m |
| M | Medium | 100°C | ≥1114 kA/m |
| H | High | 120°C | ≥1353 kA/m |
| SH | Super High | 150°C | ≥1592 kA/m |
| UH | Ultra High | 180°C | ≥1990 kA/m |
| EH | Extremely High | 200°C | ≥2388 kA/m |
Part 2: The Critical Trade-Off Between BHmax and Hcj
Why Higher Grade Numbers Can Mean Lower Thermal Stability
This is the most consequential technical trade-off in permanent magnet grade selection, and the one most frequently misunderstood.
Achieving higher BHmax (e.g., N52 vs N35) requires maximizing the volume fraction of the main phase in the neodymium-iron-boron alloy and optimizing the grain-boundary microstructure for peak remanence. This metallurgical optimization inherently competes with coercivity enhancement, which requires different grain boundary engineering — typically involving dysprosium (Dy) or terbium (Tb) additions that increase Hcj but reduce Br.
The result: As BHmax increases within the same temperature class, the margin between Hcj and the operating demagnetization field narrows. N52 (standard N-class) has substantially lower Hcj than N35SH, despite its much higher BHmax.
| Grade | BHmax (MGOe) | Typical Hcj (kA/m) | Max Operating Temp |
|---|---|---|---|
| N52 | 50–53 | ≥955 | 80°C |
| N48H | 46–49 | ≥1353 | 120°C |
| N42SH | 40–43 | ≥1592 | 150°C |
| N38UH | 36–39 | ≥1990 | 180°C |
| N35EH | 33–36 | ≥2388 | 200°C |
At 150°C operating temperature, N52 may have already crossed its irreversible demagnetization threshold. N42SH — with lower room-temperature BHmax — retains its magnetic properties reliably and outperforms N52 in actual motor output at that temperature.
The Hc/Br Equilibrium Point
Motor performance optimization requires that the ratio of coercivity to remanence (Hcj/Br) reach an application-specific equilibrium. When this ratio is correctly matched to the motor’s worst-case demagnetization load line:
- The magnet operates well above the knee point under all conditions
- Irreversible flux loss is prevented across the full operating cycle
- Torque consistency is maintained from cold start to thermal equilibrium
Pursuing maximum Br (high grade number) without adequate Hcj shifts the operating point dangerously close to — or across — the knee point under high-temperature, high-current conditions.
Part 3: Selecting the Right Permanent Magnet Grade for Your Application
Framework: Match Grade to Operating Conditions, Not to Maximum Numbers
Correct permanent magnet grade selection balances four variables simultaneously: magnetic performance, thermal stability, mechanical constraints, and total material cost. The optimal solution is application-specific — not universally the highest available grade.
Application Scenario 1: Standard Industrial Motors (Normal Temperature, Stable Load)
Operating conditions: Ambient temperature ≤ 60°C; no overload or field-weakening operation; moderate torque requirement.
Recommended grades: N35 – N52 (standard N-class, no suffix)
Standard N-class grades deliver maximum BHmax and Br at the lowest material cost. High remanence enables compact motor design and high efficiency without the cost premium of heavy rare earth additions (Dy/Tb) required for H/SH/UH class.
Design consideration: Verify that rotor magnet temperature under full-load steady-state conditions remains below 70°C with adequate thermal margin. For motors with no forced cooling and high ambient temperature, upgrade to M or H class as a precaution.
Application Scenario 2: EV Traction Motors & High-Speed Spindles (High Temperature, Frequent Overload)
Operating conditions: Magnet temperature regularly exceeds 100°C; field-weakening region operation is common; short-circuit fault currents are possible.
Recommended grades: H, SH, or UH class (e.g., N42H, N38SH, N35UH)
For EV traction motors, the magnet’s worst-case operating point — maximum temperature coinciding with maximum demagnetizing field from armature reaction — must remain above the knee point of the demagnetization curve. This requires high Hcj, which only H/SH/UH grades provide.
Design validation: Perform finite element analysis (FEA) with coupled magnetic-thermal simulation to confirm operating point position on the demagnetization curve at:
- Maximum continuous operating temperature
- Peak overload current (e.g., 3× rated current for 10 seconds)
- End-of-life flux degradation scenario
What to avoid: Specifying N52 (standard) for EV traction duty. Despite its impressive room-temperature BHmax, its Hcj is insufficient to survive sustained high-temperature operation without irreversible flux loss.
Application Scenario 3: High Power Density Applications (Compact Design, Controlled Temperature)
Operating conditions: Maximum torque-per-volume priority; magnet temperature reliably controlled below 80°C via active cooling.
Recommended grades: N48 – N52 (standard N-class)
When thermal management systems (liquid cooling jacket, rotor cooling channels) can guarantee magnet temperature remains within N-class limits, maximum BHmax grades enable the highest torque density and most compact motor geometry. This applies to high-performance servo motors, aerospace actuators and premium EV motors with advanced thermal management.
Critical prerequisite: The active thermal management system must be validated independently before committing to N-class high-grade magnets. Loss of cooling must trigger immediate torque de-rating in the motor controller.
Magnet Shape and Geometry: Completing the Design
Permanent magnet grade selection cannot be separated from magnet geometry decisions. Shape determines magnetic circuit efficiency, flux leakage, and mechanical stress distribution in the rotor.
| Shape | Best Application | Key Advantage |
|---|---|---|
| Arc segment | Interior/surface PMSM rotor | Matches rotor curvature, minimizes air-gap flux leakage, uniform field distribution |
| Block / rectangular | Linear motors, voice coil actuators, sensors | Simple tooling, low cost, versatile mounting |
| Ring | Axial flux motors, encoders, holding magnets | Uniform axial field, compact axial length |
| Disc | Loudspeakers, small BLDC motors, sensors | Simple geometry, widely available grades |
Preliminary sizing: Magnet volume is estimated from target air-gap flux density, motor power, and stack length at the concept stage. Final geometry must be validated through multiphysics simulation coupling magnetic field distribution, mechanical stress (centrifugal force at max speed), and thermal behavior (temperature distribution under full-load steady state).
Surface Coating: Protecting NdFeB in Motor Environments
Sintered NdFeB is the most corrosion-susceptible of all commercial permanent magnet materials. Without adequate surface protection, atmospheric moisture causes intergranular corrosion that rapidly degrades both mechanical integrity and magnetic performance.
| Coating Type | Thickness | Salt Spray | Best For |
|---|---|---|---|
| Ni-Cu-Ni (nickel) | 10–20 μm | 48–96 hrs | Standard industrial motors, general use |
| Zinc (Zn) | 8–15 μm | 72–120 hrs | Cost-sensitive, dry environment |
| Epoxy | 15–25 μm | 240–480 hrs | High-humidity, outdoor, marine |
| Parylene | 5–15 μm | 500+ hrs | Medical devices, precision electronics |
| PTFE | 15–30 μm | 400+ hrs | Chemical resistance, food processing |
| Gold (Au) | 1–3 μm | — | High-reliability connectors, sensors |
For EV motor applications: Epoxy or composite Ni + epoxy coatings are standard. Rotor assembly processes involving adhesive bonding or interference fitting impose mechanical stress on coatings — verify coating adhesion strength (pull-off test) before committing to a specification.
For harsh environments (marine, outdoor industrial): Composite coatings combining electroplated nickel base with epoxy topcoat deliver the best combination of mechanical protection, corrosion resistance, and adhesive bonding compatibility.
Cost Considerations: Rare Earth Volatility and Grade Trade-offs
Rare earth raw material prices — particularly neodymium-praseodymium (NdPr) metal and dysprosium (Dy) — are subject to significant market volatility driven by Chinese export policy, mining output, and EV demand cycles.
Material cost implications by grade:
- Standard N-class (N35–N52): NdPr alloy base, minimal Dy addition → lower cost, high price sensitivity to NdPr spot price
- H/SH class: Moderate Dy addition (1–3 wt%) → meaningful cost premium over N-class; Dy price adds additional volatility
- UH/EH class: High Dy or Tb addition (3–8 wt%) → significant cost premium; Tb especially adds cost due to limited supply
Cost optimization strategies:
- Grade minimization: Specify the lowest grade suffix (temperature class) that satisfies the worst-case operating scenario with adequate margin — avoid over-specifying UH when SH is sufficient
- Ferrite hybrid design: For cost-sensitive, non-compact applications, interior permanent magnet (IPM) designs using ferrite magnets offer thermally stable, low-cost alternatives where flux density requirements permit
- Volume commitment: Long-term framework contracts with fixed rare earth price adjustment formulas reduce exposure to NdPr/Dy spot market volatility
Summary: Permanent Magnet Grade Selection Decision Matrix
| Application | Recommended Grade | Priority Parameter | Avoid |
|---|---|---|---|
| Standard industrial motor ≤80°C | N35–N52 (N-class) | BHmax / Br | Over-specifying H/SH unnecessarily |
| EV traction motor 100–150°C | N38SH / N42SH / N35UH | Hcj at temperature | N52 standard — insufficient Hcj |
| High-speed spindle 100–120°C | N42H / N48H | Hcj + Br balance | Standard N-class — demagnetization risk |
| Compact servo (active cooling) | N48–N52 (N-class) | BHmax / torque density | Neglecting thermal management validation |
| Aerospace / medical | N38UH / N35EH | Hcj + reliability | Lowest cost without Hcj margin |
| Cost-sensitive bulk industrial | N35M / ferrite hybrid | Cost + Br adequacy | Overpaying for Dy-heavy grades |
HJ Magnets: NdFeB Grade Engineering Support
HJ Magnets manufactures sintered NdFeB permanent magnets across the full grade spectrum — N35 through N52 in all temperature classes (N / M / H / SH / UH / EH) — with in-house application engineering support for motor designers and procurement engineers.
Our technical team provides:
- Grade recommendation based on your operating temperature profile and demagnetization load line
- Custom geometry production — arc segment, ring, block, disc and irregular shapes to ±0.02mm tolerance
- Coating specification guidance for your operating environment and assembly process
- Batch documentation — magnetic performance test reports (Br, Hcj, BHmax) per shipment lot
- Sample program — prototype quantities from 100 pieces for design validation
Frequently Asked Questions
Q: Can I use N52 magnets in an EV motor if I add active rotor cooling? Potentially — but the engineering burden is high. You must validate through coupled magnetic-thermal FEA that magnet temperature at all operating points (including peak overload and field-weakening) remains below 75°C with adequate margin. Most EV motor designers choose N42SH or N38UH to eliminate this risk rather than engineering around N52’s thermal limitations.
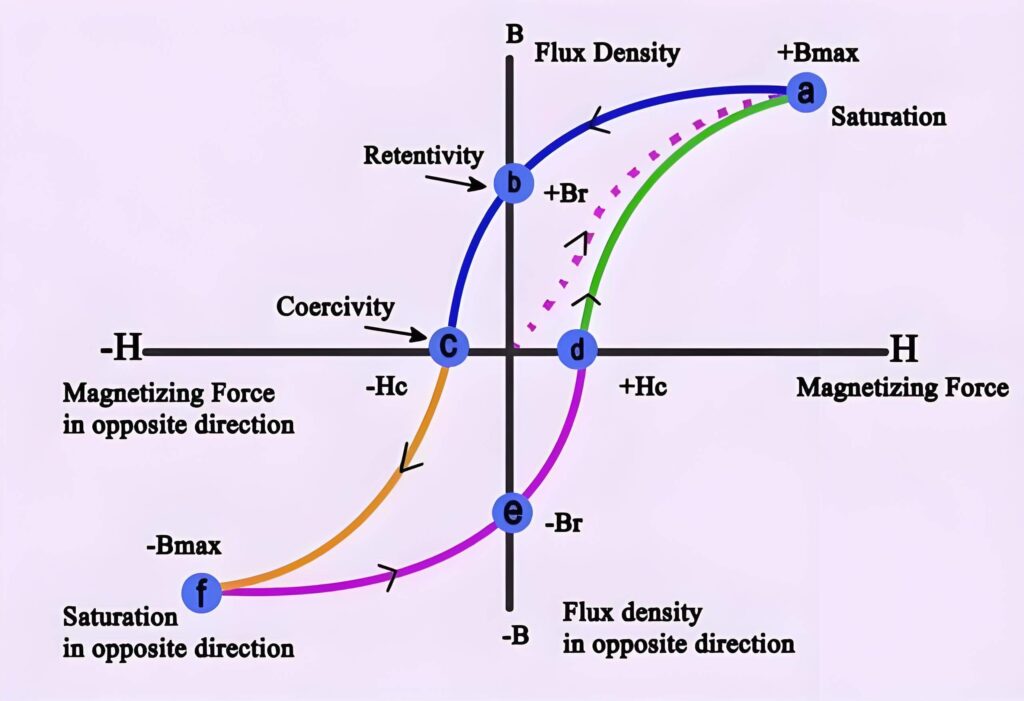
Q: What is the “knee point” on a demagnetization curve, and why does it matter? The knee point is the inflection point on the B-H demagnetization curve below which flux loss becomes irreversible. Once the magnet’s operating point crosses the knee point — due to high temperature, high opposing field or both — the magnet permanently loses a fraction of its magnetization that cannot be recovered without remagnetization. For PMSM design, the worst-case operating point must remain above the knee point under all conditions.
Q: How does dysprosium (Dy) addition affect magnet cost and performance? Dy substitution at Nd lattice sites increases Hcj (coercivity) significantly but reduces Br (remanence) and BHmax. It also adds material cost due to Dy’s limited supply and price volatility. H/SH/UH grades contain progressively more Dy — which is why they cost more than N-class at equivalent BHmax levels. Modern grain boundary diffusion (GBD) processes reduce total Dy consumption while maintaining Hcj targets.
Q: What surface coating do you recommend for motors operating in humid environments? For humid or outdoor industrial environments, we recommend epoxy coating (240–480 hr salt spray resistance) or a composite Ni-Cu-Ni + epoxy system. The epoxy topcoat provides a moisture barrier that standard nickel plating cannot. For marine or submerged applications, Parylene conformal coating or PTFE coating should be evaluated.
Q: Is there a simple rule of thumb for choosing between N-class and SH-class for a new motor design? A practical starting point: if your thermal analysis shows magnet temperature can exceed 100°C under any operating condition — including transient overloads — begin your grade selection at H-class minimum, and validate with FEA. Reserve N-class for applications where magnet temperature is positively confirmed below 80°C with thermal margin. When in doubt, the cost of an SH-class upgrade is far lower than the cost of a field demagnetization failure.
Published by HJ Magnets Technical Team | Nanjing Huajin Magnet Co., Ltd. For application engineering inquiries: Contact Us →